Dobór średnicy otworu pod gwint M12 wygląda prosto tylko na pierwszy rzut oka. W praktyce trzeba rozróżnić skok gwintu, typ otworu i materiał, bo od tego zależy, czy gwintownik wejdzie lekko i czy połączenie zachowa wytrzymałość. Poniżej pokazuję konkretną średnicę dla najczęstszych wariantów M12, wyjaśniam skąd bierze się ta wartość i podpowiadam, jak wiercić ją elektronarzędziami bez psucia wymiaru.
Najważniejsze liczby do otworu pod M12
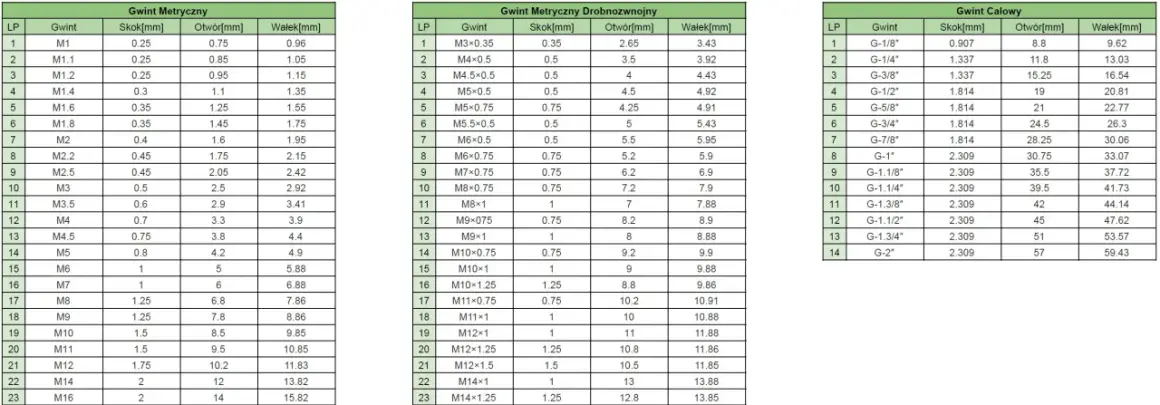
- Dla standardowego gwintu M12x1,75 najczęściej stosuje się wiertło 10,2 mm.
- Dla M12x1,5 przyjmuje się 10,5 mm.
- Dla M12x1,25 praktyczna średnica to zwykle 10,8 mm.
- Jeśli śruba ma tylko przejść przez otwór, a nie tworzyć gwint, średnica jest wyraźnie większa i zależy od pasowania.
- Sama średnica 12 mm nic nie mówi, jeśli nie znasz skoku gwintu.
Najkrótsza odpowiedź do gwintu M12
Jeżeli otwór ma zostać nagwintowany, a nie tylko przepuszczać śrubę, to dla najpopularniejszego M12 najczęściej wybieram wiertło 10,2 mm. To dotyczy gwintu M12x1,75, czyli wersji najczęściej spotykanej w pracach montażowych i warsztatowych.
| Gwint M12 | Skok | Wiertło pod gwint | Uwagi praktyczne |
|---|---|---|---|
| M12x1,75 | 1,75 mm | 10,2 mm | Najczęstszy wariant, odpowiedź domyślna dla „M12” |
| M12x1,5 | 1,5 mm | 10,5 mm | Drobniejszy skok, gwint trochę „gęstszy” |
| M12x1,25 | 1,25 mm | 10,8 mm | W praktyce częściej spotkasz taką wartość niż 10,75 mm |
| M12x1,0 | 1,0 mm | 11,0 mm | Rzadziej używany, ale spotykany w precyzyjnych połączeniach |
Jeśli ktoś podaje tylko „M12”, bez skoku, ja zakładam najpierw M12x1,75. Dopiero potem sprawdzam dokumentację elementu, bo przy gwincie metrycznym sama średnica nominalna nie wystarcza. Właśnie od tego zależy, czy gwintownik będzie miał z czego wyciąć zwoje.
Skąd bierze się średnica otworu
Gwint M12 nie oznacza, że otwór ma mieć 12 mm. Otwór pod gwint musi być mniejszy od średnicy nominalnej, bo gwintownik wycina w materiale miejsce na zwoje. W uproszczeniu warsztatowym używa się zasady: średnica otworu = średnica gwintu - skok.
Dla M12x1,75 daje to 10,25 mm. W praktyce producenci wierteł i gwintowników zwykle zaokrąglają tę wartość do 10,2 mm. To normalne i nie jest błędem. Różnica 0,05 mm wynika z katalogowego zaokrąglenia, tolerancji narzędzi i tego, jak bardzo „pełny” ma być gwint.
Tu właśnie pojawia się najczęstsza pułapka: im większy otwór, tym łatwiej gwintować, ale gwint będzie płytszy i słabszy. Im mniejszy otwór, tym gwint robi się pełniejszy, ale rośnie opór, a gwintownik może pracować ciężko. Przy M12 to już nie są kosmetyczne różnice, tylko realna zmiana obciążenia narzędzia.
M12 zwykły i drobnozwojny nie mają tej samej średnicy
Warto rozdzielić dwie rzeczy: gwint zwykły i gwint drobnozwojny. Oba mają tę samą średnicę nominalną 12 mm, ale inny skok, więc wymagają innego wiertła. To właśnie skok decyduje, ile materiału trzeba zostawić w otworze.
| Wariant | Do czego pasuje | Średnica wiertła | Co zyskujesz |
|---|---|---|---|
| M12x1,75 | Ogólne zastosowania, montaż, konstrukcje stalowe | 10,2 mm | Najprostszy i najbardziej uniwersalny wybór |
| M12x1,5 | Gdy potrzebujesz nieco drobniejszego gwintu | 10,5 mm | Lepiej trzyma ustawienie i daje więcej zwojów na tej samej długości |
| M12x1,25 | Połączenia precyzyjniejsze, miejscami narażone na drgania | 10,8 mm | Drobniejszy skok, ale większa wrażliwość na zabrudzenia i uszkodzenia zwojów |
Ja przy takich połączeniach patrzę nie tylko na średnicę, ale też na to, jak długo ma pracować gwint i w jakim materiale. W miękkim aluminium drobniejszy gwint potrafi się sprawdzić świetnie, ale w brudnym, twardym albo cienkościennym materiale łatwiej o kłopot. Dlatego sam rozmiar M12 to dopiero początek decyzji.
Nie myl otworu pod gwint z otworem przelotowym
Zdarza się, że ktoś pyta o M12, a tak naprawdę potrzebuje nie otworu pod gwint, tylko otworu przelotowego dla śruby lub pręta. To zupełnie inna sytuacja. Wtedy średnica musi być większa, żeby element przechodził swobodnie, a nie był gwintowany.
| Cel otworu | Średnica dla M12 | Kiedy to ma sens |
|---|---|---|
| Otwór pod gwint | 10,2 mm dla M12x1,75 | Gdy gwintownik ma wytworzyć gwint w materiale |
| Otwór przelotowy ciasny | 13,0 mm | Gdy zależy ci na dobrym prowadzeniu śruby |
| Otwór przelotowy normalny | 13,5 mm | Najczęstszy wariant montażowy |
| Otwór przelotowy luźny | 14,5 mm | Gdy potrzebujesz większego luzu montażowego |
To ważne, bo 10,2 mm i 13,5 mm to dwa zupełnie różne zadania. Jeśli pomylisz te przypadki, śruba nie wejdzie albo gwint po prostu nie powstanie. W praktyce na budowie widzę ten błąd częściej, niż powinien się zdarzać.
Jak wiercić pod gwint M12 elektronarzędziami
Przy M12 sama średnica to nie wszystko. Równie ważne jest to, czym wiercisz i jak prowadzisz narzędzie. Wiertarka ręczna da radę, ale przy większej średnicy ja wolę sprzęt, który trzyma linię wiercenia pewniej, czyli wiertarkę stołową, kolumnową albo przynajmniej wiertarko-wkrętarkę z dobrą kontrolą obrotów i stabilnym chwytaniem wiertła.
- Zaznacz środek punktakiem, bo przy 10,2 mm każde uciekanie wiertła od razu psuje geometrię otworu.
- Użyj ostrego wiertła, najlepiej dopasowanego do materiału. Do stali nierdzewnej wybieram zwykle HSS-Co, a do zwykłej stali dobre HSS.
- Nie pracuj na maksymalnych obrotach. Przy wiertle około 10 mm zbyt szybkie wiercenie grzeje materiał i tępi narzędzie.
- Stosuj chłodziwo lub olej do gwintowania, zwłaszcza w stali. To obniża temperaturę i ułatwia wyrzucanie wióra.
- Usuń graty przed gwintowaniem. Nawet cienki zadziorek potrafi oszukać gwintownik i wprowadzić go krzywo.
- W otworze ślepym zostaw zapas głębokości, bo gwintownik potrzebuje miejsca na czubek i na wiór.
W praktyce największą różnicę robi nie sam model elektronarzędzia, tylko sztywność prowadzenia i kontrola temperatury. Jeżeli wiercisz w stali konstrukcyjnej, wolę wolniejsze, spokojne przejście niż szybkie „przepalenie” otworu. To oszczędza i wiertło, i gwintownik.
Najczęstsze błędy, które niszczą gwint M12
Przy M12 błędy są dość przewidywalne, ale niestety kosztowne. Jeden źle dobrany otwór albo zbyt agresywne wiercenie wystarczy, żeby gwintownik pracował ciężko albo żeby gwint wyszedł za luźny. Najczęściej widzę pięć problemów:
- Wiercenie 12 mm „bo to M12” - to najprostsza droga do braku gwintu.
- Brak sprawdzenia skoku - M12x1,75 i M12x1,5 nie są zamienne.
- Tępe wiertło - robi ciepło, szarpie materiał i pogarsza osiowość otworu.
- Brak odgratowania - gwintownik wchodzi wtedy gorzej i łatwiej go skręcić.
- Za duży pośpiech przy wierceniu - szczególnie w stali nierdzewnej, gdzie opory rosną bardzo szybko.
Jeśli mam wskazać jeden błąd, który najbardziej psuje efekt, to jest nim za duża średnica otworu. Przy M12 różnica 0,2 mm naprawdę ma znaczenie. Gwint nadal może się „zrobić”, ale jego nośność i jakość kontaktu z wkręcaną śrubą będą już wyraźnie gorsze.
Co zapamiętać przed wierceniem w stali, aluminium i blasze
Jeśli pracujesz w stali, trzymaj się katalogowej średnicy, dbaj o chłodzenie i nie przyspieszaj na siłę. W aluminium gwintowniki zwykle idą lżej, ale trzeba pilnować wiórów i odgratowania, bo miękki materiał łatwo się podnosi na krawędzi otworu. W cienkiej blasze sama średnica M12 często nie wystarczy, bo po prostu brakuje materiału na sensowny gwint.
- W stali konstrukcyjnej startuj od 10,2 mm dla M12x1,75.
- W aluminium pilnuj czystości otworu i nie zostawiaj zadziorów.
- W cienkiej blasze rozważ nitonakrętkę M12 albo nakrętkę spawaną zamiast wymuszania gwintu w zbyt małej grubości.
- Gdy nie znasz skoku, nie zgaduj - najpierw sprawdź oznaczenie gwintu.
Ja przed każdym wierceniem pod M12 robię jedną prostą rzecz: sprawdzam, czy chodzi o gwint, czy o otwór przelotowy. To oszczędza materiał, czas i nerwy. A kiedy wszystko się zgadza, dobór wiertła staje się już naprawdę prosty: dla M12x1,75 biorę 10,2 mm, dla drobniejszych skoków odpowiednio więcej, a resztę dopracowuję dobrym elektronarzędziem i spokojnym prowadzeniem otworu.